Zheheng Steel est une société constituée de fabricant, exportateur, consultant, société de stock spécialisée dans le domaine des tubes en acier inoxydable, raccords de tuyaux,Flanges et autres accessoires en acier inoxydable C'est une entreprise à guichet unique, notre équipe a plus de 20 ans d'expérience dans le domaine de l'acier inoxydable, en particulier dans les tubes d'échangeurs de chaleur et les tuyaux de grand diamètre avec ultra-long, ultra-mince,Les projets de grande envergure et de ...
En savoir plus
0
Année de création
0
Million+
Employés
0
Million+
Ventes annuelles
Une qualité élevée
Le sceau de confiance, la vérification du crédit, le RoSH et l'évaluation de la capacité des fournisseurs.
La société dispose d'un système de contrôle de qualité strict et d'un laboratoire de test professionnel.
Développement
Une équipe de conception professionnelle interne et un atelier de machines avancées.
Nous pouvons coopérer pour développer les produits dont vous avez besoin.
Produits manufacturés
Des machines automatiques avancées, un système de contrôle strict du processus.
Nous pouvons fabriquer tous les terminaux électriques au-delà de votre demande.
100% de service
En vrac et en petits emballages sur mesure, FOB, CIF, DDU et DDP.
Laissez-nous vous aider à trouver la meilleure solution pour toutes vos préoccupations.
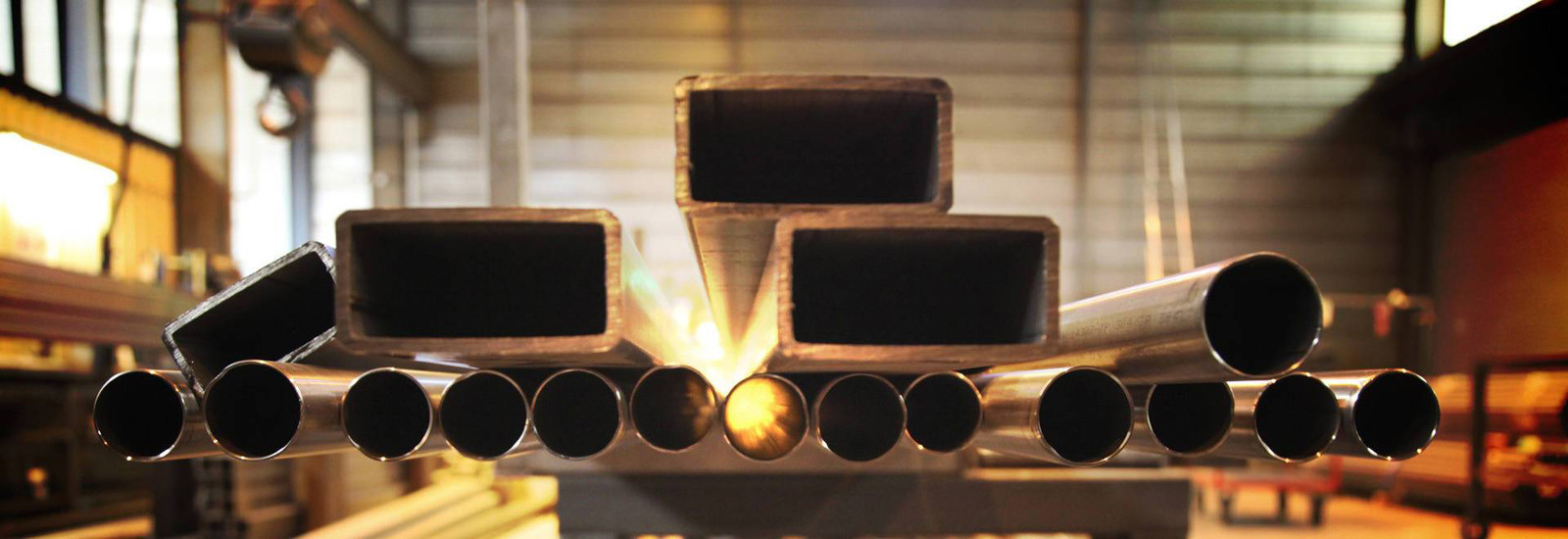
qualité Pipe en acier inoxydable sans soudure & sans soudure en acier inoxydable tube fabricant
Trouvez les produits qui améliorent pour répondre à vos exigences.